|
Вниманию руководителей предприятий радиотехнической,
приборостроительной, электротехнической, кабельной
промышленности, предприятий средств связи, различных
производств изготавливающих печатные платы!
Предлагаем к внедрению и реализации технологию
упрочнения мелкоразмерных твёрдосплавных сверл, фрез,
волок и калибров нанесением алмазоподобных покрытий в
электрической печи сопротивления.
ООО "Геоид" в содружестве с предприятиями г. Москвы и г.
Чебоксары, разработали и поставляют технологическую
инструкцию «Упрочнение мелкоразмерных твёрдосплавных
сверл, волок и калибров нанесением на их поверхность алмазоподобных покрытий».
Упрочнение инструмента осуществляется в электрической
печи сопротивления методом специальной
химико-термической обработки.
Преимущество разработанной технологии: метод прост,
надёжен, не требует высококвалифицированного персонала,
не связан с вредными условиями труда, легко реализуется
в электрических печах сопротивления (в том числе
лабораторных), не требует больших площадей,
легко
реализуется в не больших лабораториях или на участках
централизованной заточки инструмента, обеспечивает
высокую износостойкость инструмента.
Реализация метода при сверлении стеклотекстолитовых,
многослойных печатных плат дает
гарантированное
увеличение износостойкости мелкоразмерных твёрдосплавных
сверл в 3-5 раз (в некоторых случаях до 40 раз и более),
увеличение износостойкости фрез в 3-4 раза, волок и
калибров в 2-5 раз. Кроме того, повышает
производительность работы дорогостоящего
автоматизированного сверлильного и механообрабатывающего
оборудования, за счёт повышения надёжности инструмента,
сокращения времени на снятие инструмента и переналадку
оборудования.
Преимущество технологии: метод прост, не требует больших
дополнительных затрат, не требует
высококвалифицированного персонала, легко реализуется в
электрических печах сопротивления (в том числе
лабораторных), обеспечивает существенную экономию
инструмента, улучшается качество сверления многослойных
печатных плат, повышается производительность и
эффективность работы оборудования.
При перезаточке мелкоразмерных сверл (диаметром от 0,3
мм и выше) их высокая износостойкость сохраняется за
счёт первоначального упрочнения и нанесения алмазоподобного покрытия по всей поверхности (ленточке)
сверл.
При внедрении технологии Исполнитель поставляет
Заказчику необходимые материалы, проводит обучение
заводского персонала реализации технологии.
Для нанесения износостойкого покрытия углерода
твердосплавной режущий инструмент групп ВК, ТК и ТТК
помещают в герметичный, предварительно прогретый
специальный графитовый контейнер. Контейнер с
инструментом помещается в печь нагретой до определенной
температуры, выдерживается в печи, далее вынимается и
охлаждается на воздухе. На поверхности твердосплавного
инструмента образуется сине-голубое покрытие толщиной
0,8…2,0 мкм. Образующийся слой покрытия, как показывают
стойкостные испытания, значительно увеличивает
износостойкость режущего инструмента.
Полученный слой стоек по отношению к кислотам HNO3, HCl,
HF и др. Измерение твердости твердосплавного инструмента
(ВК-6, ВК-8 и др.) с таким покрытием на приборе ПМТ-3
показало, что при малых нагрузках (5-10 Г) на нем
отпечатка не остается, при больших нагрузках (50-200 Г)
на твердосплавных пластинах инструментов образуется
отпечаток с треснутой пленкой.
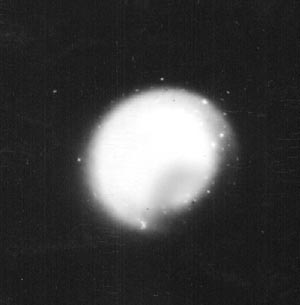
Для электронно-микроскопического исследования получали
тонкие просвечиваемые пленки. Для этого на тщательно
отполированную тонкую твердосплавную пластинку из
вольфрамо-кобальтового сплава ВК 6 наносили указанным
способом тонкую пленку. Далее пластину протравливали в
«царской водке», при этом углеродистые пленки всплывали.
Выплавленные пленки тщательно промывали дистиллированной
водой, наносили на сеточку диаметром 3 мм с размерами
ячеек 50х50 мкм и просматривали на просвечивающем
электронном микроскопе “Tesla BS-613” при ускоряющем
напряжении 80 кВ. Электронная микрофотография и
электронограмма
полученных пленок показаны на рис.1 и рис.2. |